Australia
Australia  中國
中國  香港
香港  India
India  日本
日本  대한민국
대한민국  新加坡
新加坡  ประเทศไทย
ประเทศไทย  Österreich
Österreich  Česká republika
Česká republika  Danmark
Danmark  Eesti
Eesti  Finland
Finland  France
France  Deutschland
Deutschland  Ελλάδα
Ελλάδα  Italia
Italia  Magyarország
Magyarország  Nederland
Nederland  Norge
Norge  Polska
Polska  Portugal
Portugal  Schweiz
Schweiz  Slovensko
Slovensko  Slovenija
Slovenija  España
España  Sverige
Sverige  Türkiye
Türkiye  Україна
Україна  United Kingdom
United Kingdom  Argentina
Argentina  Brasil
Brasil  Canada
Canada  Chile
Chile  Colombia
Colombia  Costa Rica
Costa Rica  Ecuador
Ecuador  México
México  Panama
Panama  Peru
Peru  Uruquay
Uruquay  USA
USA  Venezuela
Venezuela 













Up to 75% less spatter*
/ Less rework
/ Lower consumption of filler material
/ Fewer rejects
/ Less cleaning required and savings on wearing parts
 مصر
مصر
 الأردن
الأردن
 الكويت
الكويت
 لبنان
لبنان
 سلطنة عمان
سلطنة عمان
 دولة قطر
دولة قطر
 المملكة العربية السعودية
المملكة العربية السعودية
 South Africa
South Africa
 الإمارات العربية المتحدة
الإمارات العربية المتحدة


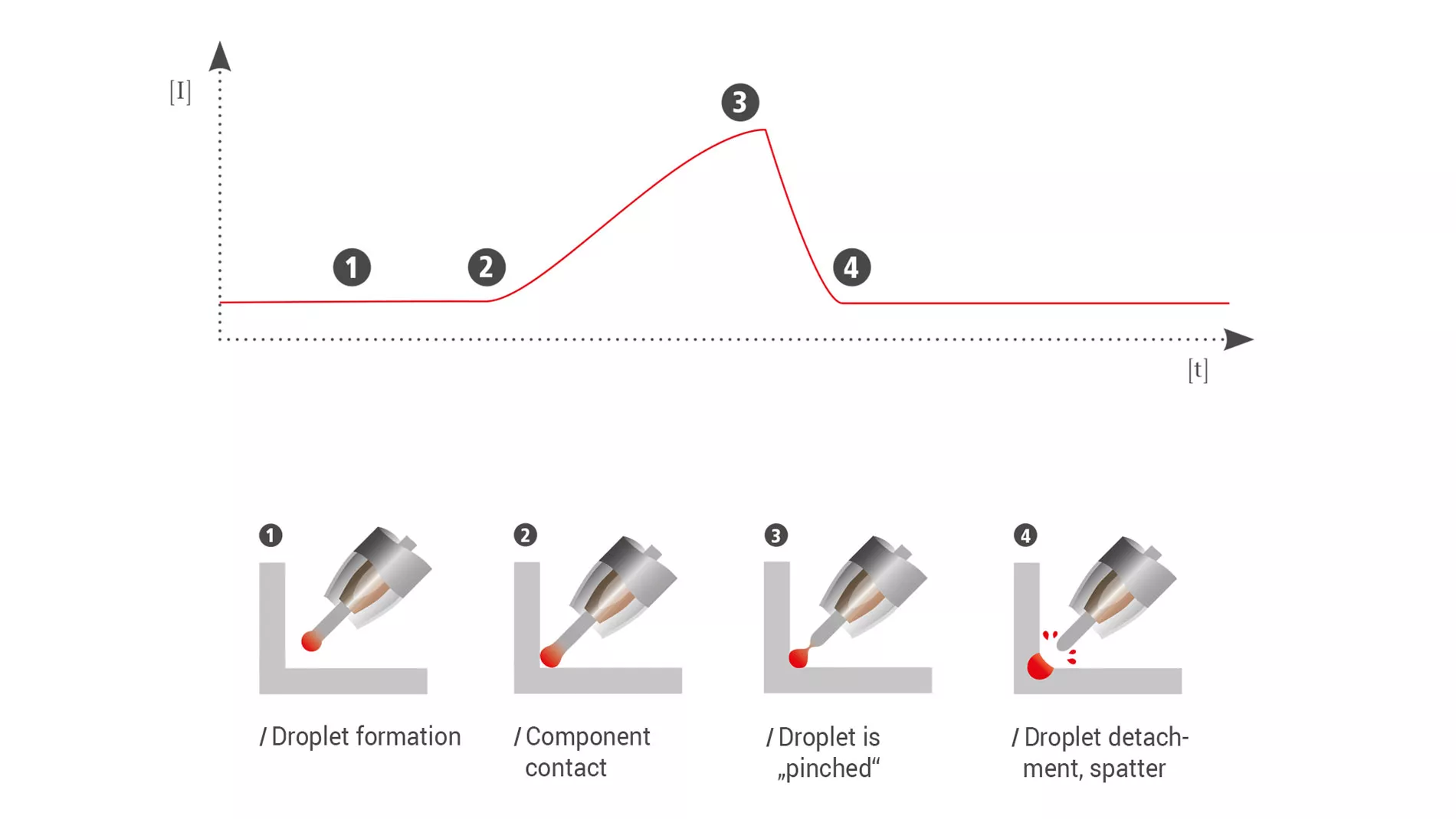
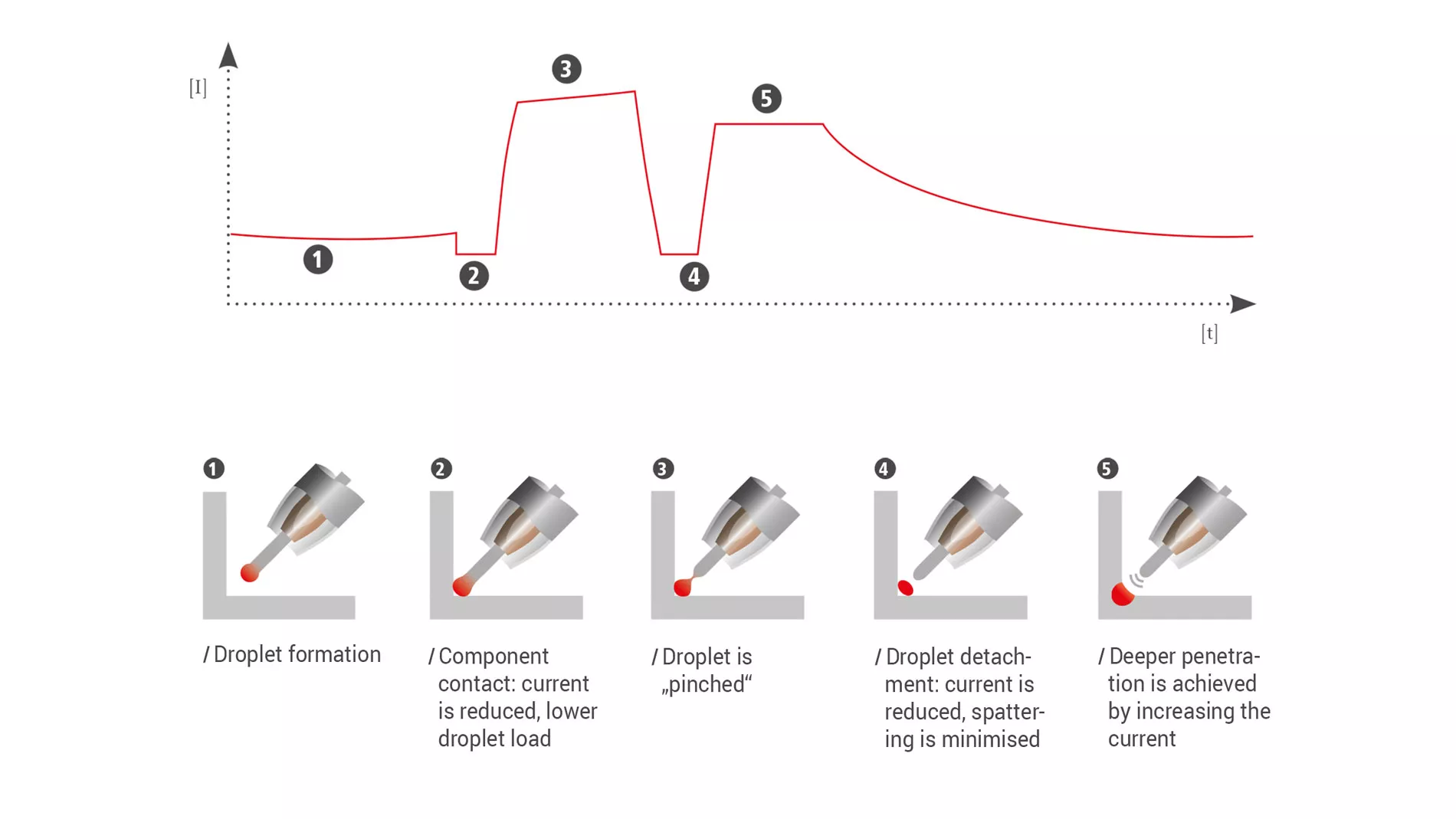
LSC welding process
Extraordinary welding results require innovative solutions: the LSC process ensures high arc stability and low spattering.
For maximum stability: the LSC process really plays to its strengths, especially with short circuit transfer. This process is based on the early detection of short-circuit incidents and enables the soft reignition of the arc at a low current level, ensuring maximum stability throughout the welding process.
Our high-end TPS/i and iWave welding systems quickly detect process conditions during the short circuit, allowing them to react just as quickly. In combination with the penetration stabilizer, users are able to achieve extraordinarily stable results.
/ Less rework
/ Lower consumption of filler material
/ Fewer rejects
/ Less cleaning required and savings on wearing parts
/ Very well suited to out-of-position welding
/ Welding in the downhand position is optimally supported by the properties of LSC
/ The powerful arc ensures optimum root formation in overhead positions
/ Low-spatter welding with LSC Advanced, even with long hosepacks
/ Improved process stability in the intermediate arc area
/ No additional sensor line needed
* Compared to standard arc at 6 m/min wire speed, 5 mm unalloyed steel
** Compared to TIG root pass welding
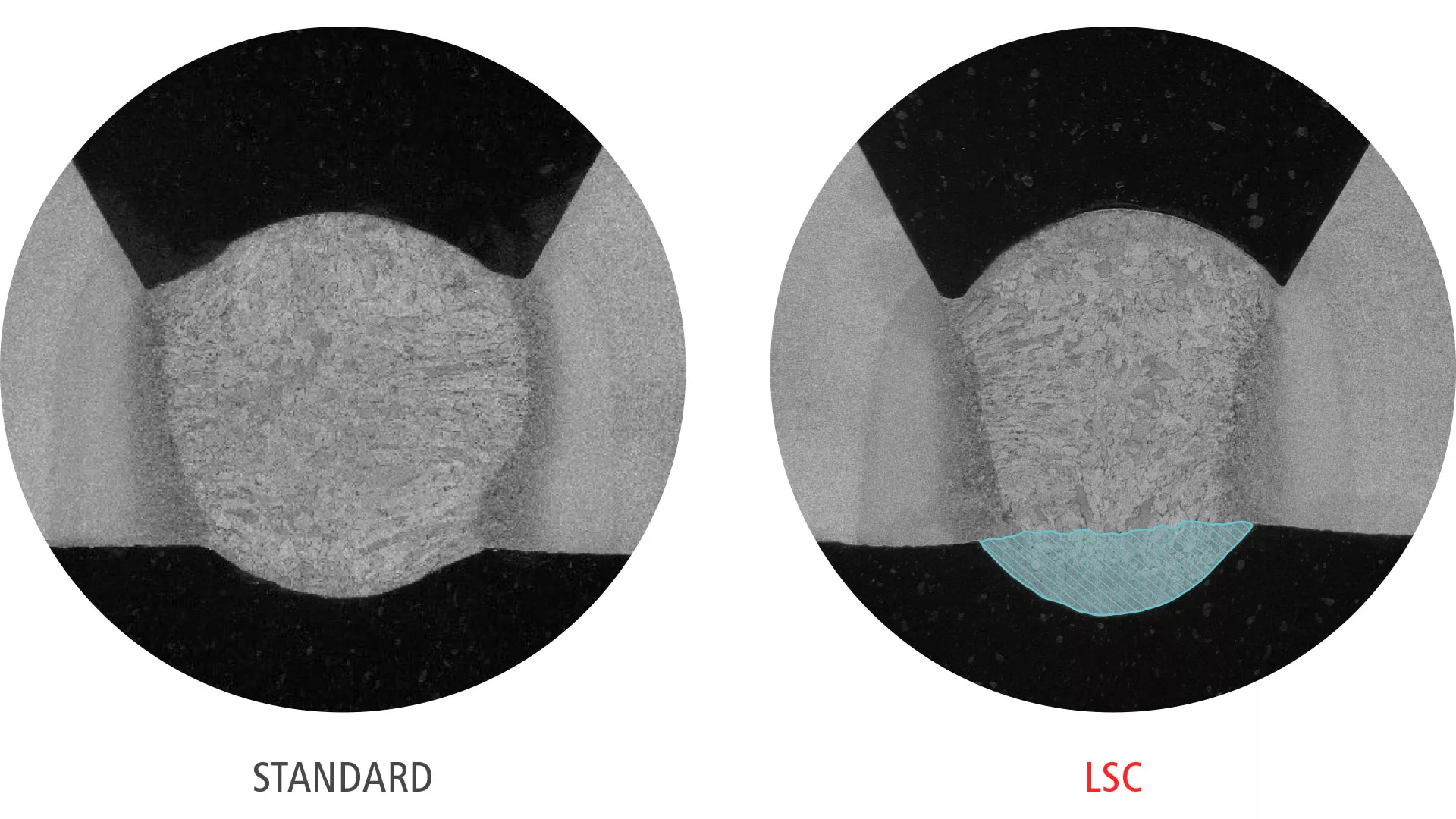
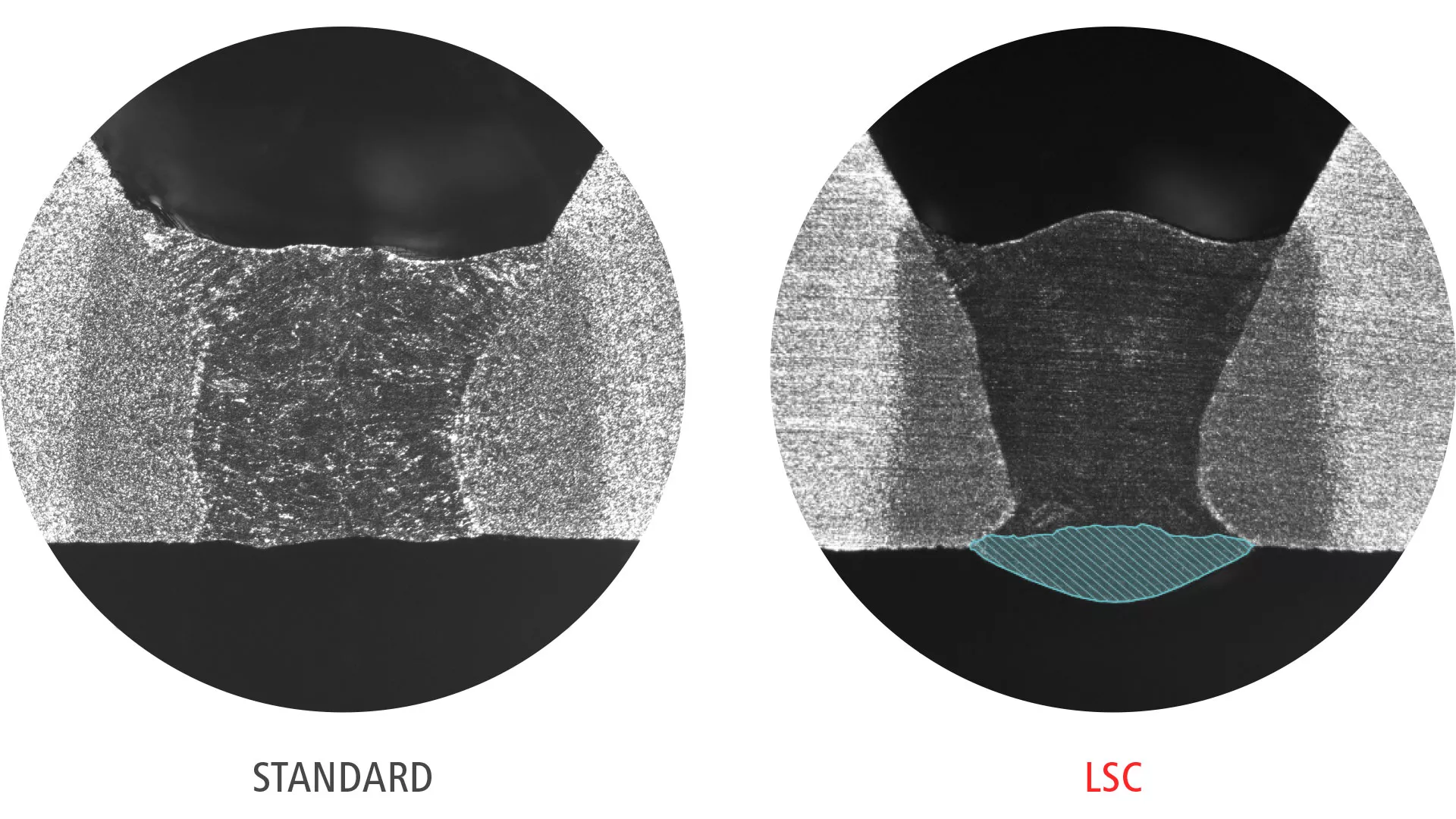
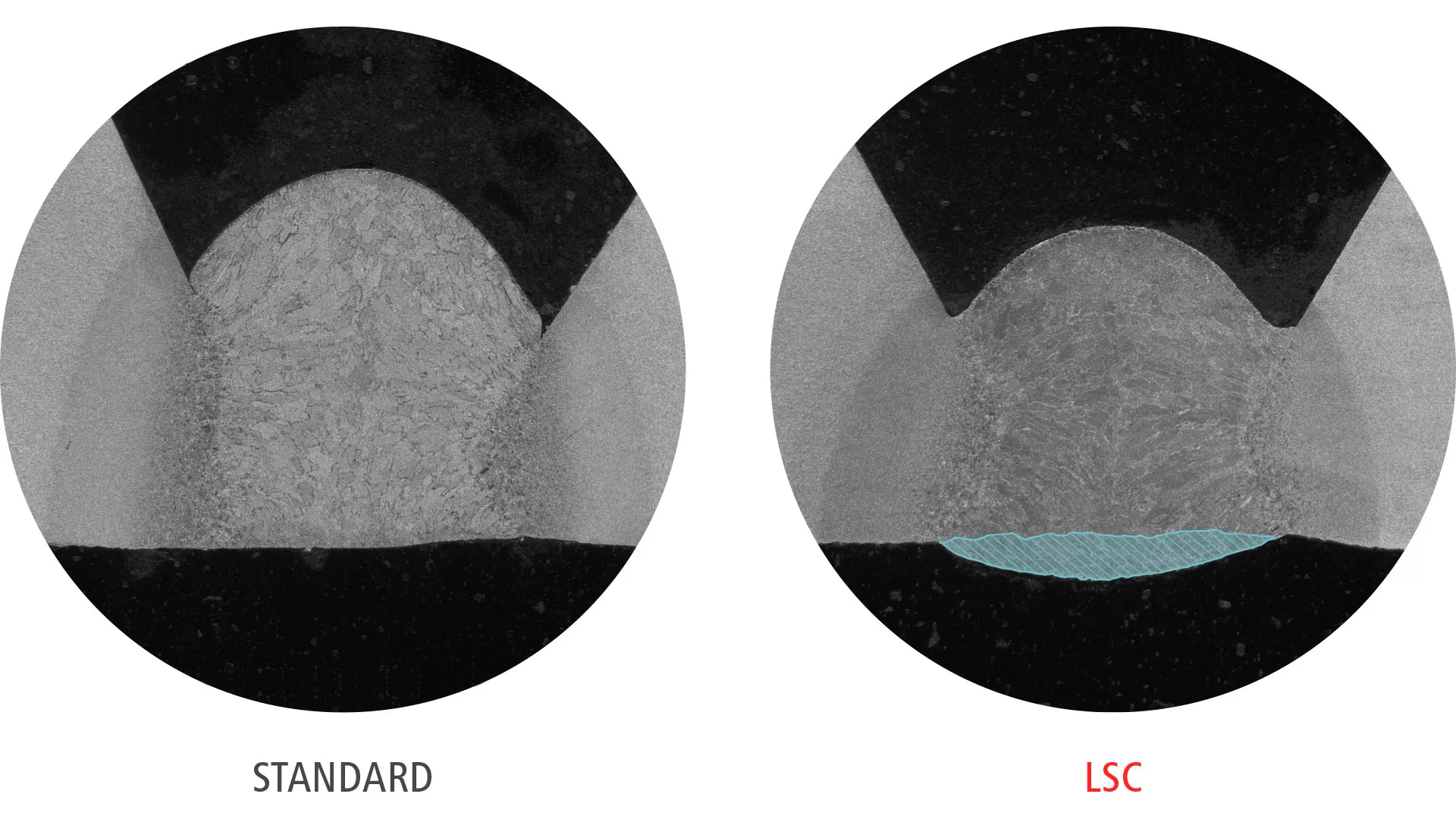
Standard short circuit transfer
LSC short circuit transfer
Excellent results can be achieved with the controlled standard arc. But why settle for the standard when virtually spatter-free welding is possible?
The digital resonant intelligence ensures an absolutely stable arc.
The benefits
Simple, time-saving welding settings
For standard applications, with easily controllable arc
Powerful arc with good gap-bridging ability
Enables simple root pass welding – even during out of-position welding in the short circuit transfer area
Developed for welding galvanized sheet metal parts
Lower risk of zinc porosity and reduced zinc burn-off
Characteristic for MIG/MAG brazing
High brazing speed, reliable wetting, and good flow of braze material in the short circuit transfer area
Up to now, the root pass usually had to be welded in an upward position in the conventional short circuit arc.
In the downward position, there was a risk that a lack of fusion would occur. Typically, this was caused by the low arc pressure as the weld pool advanced. In contrast, the LSC Root characteristic means that welding can now be carried out in a downward position thanks to the high arc pressure. With LSC Root Advanced, a rate of 25 cm/min in a downward position can even be achieved.
With an activated penetration stabilizer, the welding system readjusts the wire speed instead of the welding current, thereby ensuring constant penetration.
An additional wire control keeps the current and penetration constant if the distance between the welding torch and the component changes. As a result, the arc becomes much more stable and the penetration is always constant.
/ Improved welding quality
/ Savings in rework and additional costs
/ Ideal support in case of insufficient visibility or accessibility = stickout fluctuations are compensated for.
/ Ideal for position welding
/ Narrower opening angles can be used – saving on filler material.